This comprehensive vape manufacturing guide explores the primary causes of vape cartridge leaks, including filling technique errors, extract formulation issues, and user behavior, while providing detailed mitigation strategies to help lab directors improve product reliability and customer satisfaction.
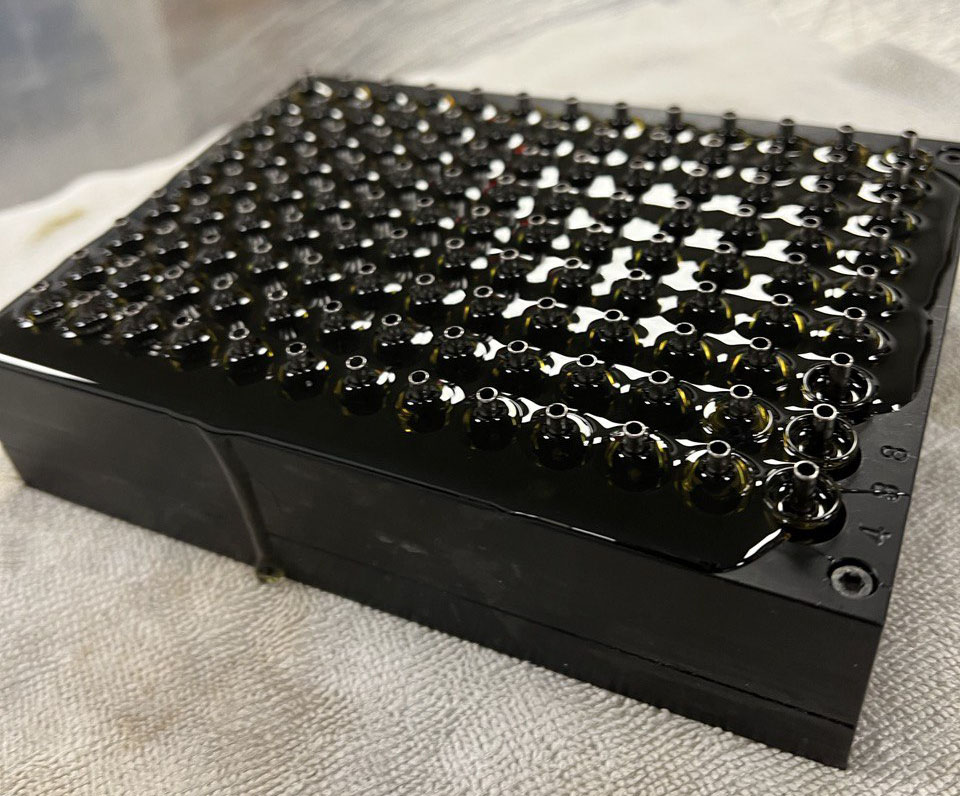
Leaking vaporizer cartridges are a significant issue in the industry, with various stakeholders pointing fingers at different culprits. Is it the oil, the terpenes, substandard hardware, filling techniques, or simply users leaving their cartridges in a hot car? This discussion aims to deconstruct the major aspects of carts leaking so that lab directors can reduce chargebacks and increase customer satisfaction.
When I first started investing in the regulated products space in 2015, one of the first people I met presented me with a cartridge and explained that this piece of plastic and metal was one of the biggest problems in the industry. Fast forward more than half a decade, and after multiple investments into extraction, vape manufacturing, and distribution to some of the largest vape companies in the USA, I have aggregated a list of items that impact vaporizer leakages.

Jeff Wu
Investor & entrepreneur, bringing a unique blend of scientific knowledge and hands-on experience in pharma, laboratory, manufacturing, and cannabis. Deep understanding of chemistry, electronics manufacturing, automation, and cannabis processing.